It is the synergy of 2 technologies :
Additive manufacturing and powder metallurgy.
The term “PIM-like” corresponds to the fact that the printing technology seems to the PIM technology “Powder Injection Molding». In PIM, the shaping phase is made by injection, the shaping is done by printing for the PIM like technology. The raw material is a composite material (metallic or ceramic powders /polymer) in the form of granules or filaments. The PIM-like printing is done thanks to the properties of the polymer matrix which serves as a vector for the shaping. The powders are trapped in the polymer matrix with a filler content varying from 70 to 85% by mass. Consequently, the metallic or ceramic powders will not fuse directly with each other, in contrast to direct printing processes with fusion, where a laser or electron beam will fuse the powder.
The 3D printing processes therefore print an intermediate part, known as a green part, which will be a polymer composite bonded with metallic or ceramic powders.
This composite will be manipulable but fragile after printing.
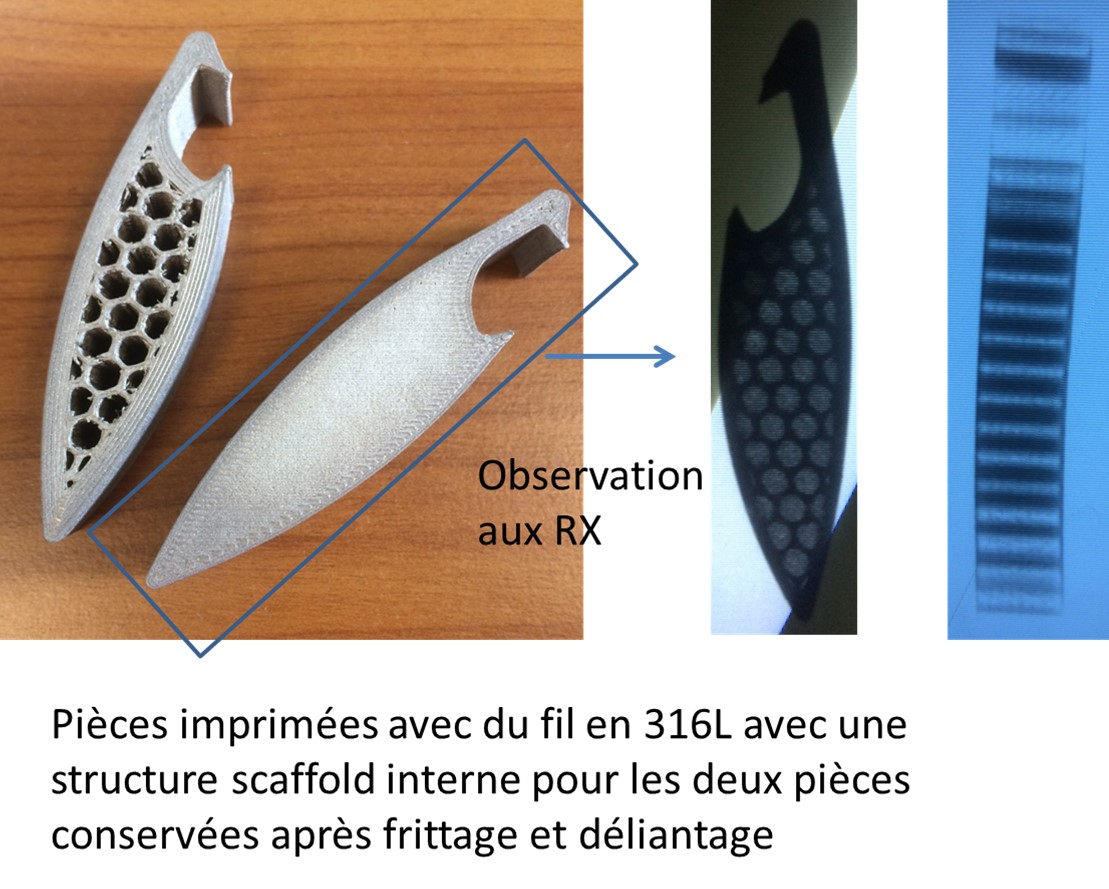
There will therefore be post-processing steps to obtain a 100% metallic or 100% ceramic part.
The polymer or binder must be removed in a first debinding stage and then the part must be densified in a second sintering stage.
The sintering process consists of heating the part in a suitable oven to a temperature below that of fusion and by heat diffusion, the grains of material will weld together to form a dense metallic or ceramic part.
There are many indirect 3D printing processes divided into 4 families :
- Filamentary technologies with polymer filaments highly charged with metallic or ceramic powders. Commonly called FDM
- Extrusion processes with polymer granules called feedstocks (polymer composites with fillers inside)
- Powder bed processes using a resin print cartridge to bond the powder grains together at the desired locations. Commonly known as binder jetting
- Finally, stereolithography processes that use pastes filled with metallic and ceramic powders.
And for each of these techniques, after printing, these parts must be debinded and sintered to obtain the final part.
In attachment, the presentation on the debinding and sintering steps explained during the seminar of 25/03/2021.
If this article has caught your attention and you still have questions, the PEPS consortium is here to answer them! So, do not hesitate to contact us, we are here for that!